
Точечная контактная сварка
Более полторы сотни лет точечная контактная сварка служит верой и правдой строителям для сборки сложных конструкций из арматуры, сборщикам автомобилей для соединения тонкого корпусного металла и приваривания массивных деталей. Можно долго перечислять все сферы применения этого метода соединения металлических листов, но главным достоинством останется простота применения и возможность автоматизации процесса. Эти возможности логически вытекают из его физических принципов действия, с которыми мы и хотим вас познакомить.
Принцип работы
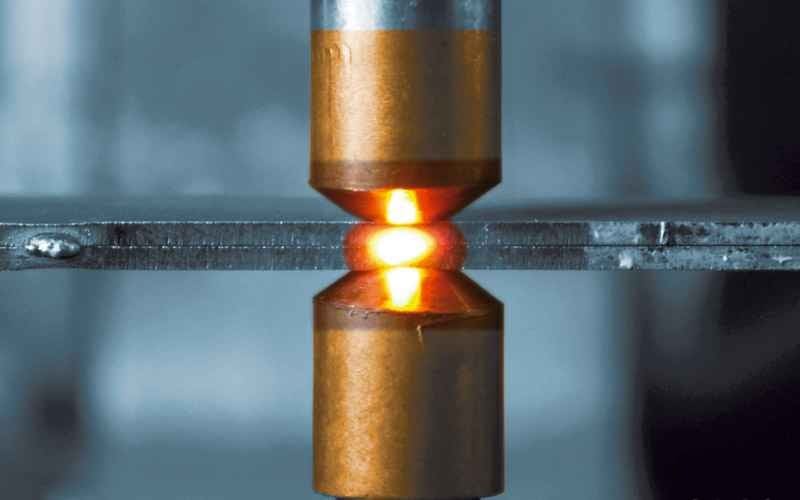
Физика процесса элементарна и известна даже школьнику. Все мы знаем, что при протекании электрического тока по проводнику происходит нагрев проводника. Чем больше ток – тем больше нагрев. При точечной контактной сварке в качестве проводников выступают свариваемые детали. Их накладывают друг на друга, зажимают специальными электродами и подают напряжение.
Поскольку сопротивление этого участка ничтожно мало, то даже при напряжении в несколько вольт протекают токи в сотни и тысячи ампер (в зависимости от возможностей источника питания). Токи такой величины доводят металл деталей до сильного нагрева и размягчения, что при большом давлении со стороны электродов создает условия для взаимной диффузии.
Задача сварочного аппарата сводится к созданию достаточного усилия сжатия деталей электродами и подачи больших токов в момент сваривания деталей. Так же нужно обеспечить эффективное охлаждение электродов, в противном случае они просто расплавятся, ведь по ним протекает такой же ток, как и через соединяемые детали.
Точечная контактная сварка
Технология
Она объединяет в себе сумму знаний и опыта об описываемом процессе и предлагает методы и способы для наилучшего решения вопроса. Технология описывает оснастку машин, приспособления, которые применяются для сборки деталей в узлы и агрегаты. Целью нашего текста является ознакомление с той частью технологии, которая описывает порядок сваривания деталей и все многообразие режимов работы сварочной машины.
Сваривание изделий должно проводиться в строго определенном порядке. Первыми варятся углы изделия и те участки, которые прилегают к ребрам жесткости. Таким образом создается каркас жесткости, внутри которого варятся участки, склонные к деформации. Соединение длинных листов должно проводиться в направлении от середины к краям. Большой проблемой при сваривании длинных листов металла может стать образование гофр между точками сваривания. Чтобы избежать этого явления, необходимо варить их подряд без пропусков, обеспечивая достаточное прижимное усилие.
Этапы
Основная схема проведения работ точечной сваркой предусматривает четыре этапа. На первом этапе происходит сжатие соединяемых деталей электродами сварочной машины. На втором этапе включается ток разогрева и выдерживается до расплавления точки сваривания и формирования литого ядра.
Третий этап подразумевает увеличение силы сдавливания электродами при продолжающемся прохождении сварочного тока. На четвертом этапе выключается подача напряжения, снижается давление электродов и они отводятся от места сваривания.
Режимы
Режимы сваривания зависят от множества факторов. При выборе режима необходимо учесть особенности различных материалов, толщин и конфигурации деталей. Режимы разрабатываются и описываются технологами. В технологии обязательно необходимо определить:
-
площадь контактной поверхности электрода;
-
время пропускания тока;
-
давление электродов;
-
величину тока.
Технологический процесс включает в себя требования к частоте и способу запиливания электродов. Это гарантирует соблюдение описанных выше технологических параметров, таких как площадь контакта, величина тока. Технология предусматривает частоту смены наконечников электродов во избежание критического износа.
Отдельными пунктами определяется порядок окончательной зачистки изделия. Например, стальные изделия обрабатываются личным напильником, а для алюминия достаточно наждачной бумаги.
Преимущества и недостатки контактной сварки
Основным преимуществом можно считать возможность полной автоматизации процесса. Это обстоятельство способствовало внедрению такого способа на машиностроительных конвейерах. Высочайшей производительности труда позволяет добиться точечная сварка в сочетании с промышленными роботами. Кроме того, повышения производительности добиваются внедрением многоточечных машин. Такой вид сваривания позволяет:
-
обходиться без сварщиков высокой квалификации;
-
идеально соединять тонкие листовые материалы;
-
вести работы без использования защитных газов;
-
оказывает ничтожное воздействие на металл изделия;
Одно из достоинств этого способа - отсутствие выделения вредных газов. Последним аргументом можно считать высокую степень пожарной безопасности по сравнению с ручной дуговой сваркой.
Недостатки этого вида соединения деталей начинают проявляться при сваривании изделий сложной формы. Если с листами металла проблем никаких, то сложные изделия требуют особых форм электродов, что не всегда возможно. Осложнения нарастают при попытках создать многоточечную оснастку. Не всегда удается применить эту сварку при сваривании нескольких разнородных металлов и сплавов. В данном случае такое преимущество, как отсутствие защитных газов, работает против производства.
Значительную опасность для обслуживающего персонала создаёт вероятность выплеска металла в момент подачи сильного тока на электроды. Этим особенно грешат машины старых образцов. Современные сварочные аппараты обеспечивают плавную подачу сварочного тока. Ещё большая безопасность достигается при использовании постоянного тока в сочетании с программным управлением силой сжатия.
Сферы применения точечной сварки
Сферы применения точечной контактной сварки определяются её возможностями и особенностями. Поскольку этот вид соединения деталей не требует высокой квалификации рабочих и легко поддаётся механизации и автоматизации, то ему была открыта широкая дорога к производству разнообразных изделий широкого потребления. Крупносерийное производство позволяет проектировать автоматические линии, на которых режимами работ управляют компьютеры, а место рабочих занимают роботы – сварщики.
На подобных производствах изготавливают технику, облегчающую домашний труд: пылесосы, стиральные машины. Похожий процесс производства имеет сельскохозяйственная техника и устройства для ведения приусадебного хозяйства: газонокосилки, сепараторы молока. Естественно, что они тоже применяют точечную сварку для соединения элементов корпусов и приваривания отдельных деталей.
Наибольшее количество аппаратов точечной сварки работает в машиностроении. Это очень разветвленная отрасль, и во всех её направлениях работают аппараты точечной сварки. Именно с её помощью свариваются корпуса большинства многочисленных изделий, выпускаемых этой отраслью.
Автомобили, трактора, комбайны, железнодорожные вагоны – вот обширный, но далеко не полный перечень производств, применяющих этот вид сварки. Несколько особняком стоит такая отрасль, как микроэлектроника, и это понятно. Ведь здесь совершенно другие измерения, и, соответственно, сварочные аппараты и способы ведения работ. В большинстве операций, по причине сверхмелких размеров деталей, человеку не находится места, и работы ведутся на роботизированных линиях под управлением компьютеров.
Во всех вышеупомянутых случаях используются разносторонние возможности точечной сварки, такие как:
-
возможность сваривания цветных и черных металлов;
-
возможность сваривания нержавеющих металлов;
-
возможность сваривания разнородных металлов;
-
возможность сваривания деталей разной толщины.
Аппарат точечной сварки
Физические принципы, лежащие в основе работы аппаратов точечной сварки, определяют его конструкцию и основные элементы. Ток большой силы предполагает наличие мощного силового трансформатора. Этот трансформатор отличается от большинства своих собратьев наличием вторичной обмотки с малым числом витков, намотанных очень толстым проводом. Это связано с прохождением по нему токов в десятки тысяч ампер.
С силового трансформатора ток поступает на электроды различной конструкции, чаще всего выполненных в форме клещей. Наконечники клещей выполняются из меди, что обеспечивает им малое электрическое сопротивление, в сравнении с сопротивлением свариваемых металлов. Благодаря этой разнице, львиная доля падения напряжения приходится на детали, что и обеспечивает их разогрев. Однако часть тепла выделяется и на электродах, поэтому аппараты точечной варки обязательно имеют систему принудительного охлаждения. Чаще – водяного, реже – воздушного. Качество охлаждающей воды определяется по ГОСТ 297 – 80Е.
Несущий корпус должен имеет достаточную жесткость, чтобы при сжатии электродов не допустить их смещения, превышающего норму. В корпусе расположена и система управления, состоящая из электрических, электронных, пневмо и гидроустройств. Система обеспечивает алгоритм управления всеми частями машины.
И последнее, о чем стоит упомянуть, - это механизм сжатия сварочных электродов. Эти механизмы бывают очень разных конструкций и сложности: от элементарных ручных клещей до мощных узлов, управляемых электроникой, снабженных пневмо- или гидроприводом.
Виды оборудования для точечной сварки
Существующие аппараты для контактной точечной сварки разделяются на виды в зависимости от используемого тока и формы его импульсов:
-
аппараты переменного тока;
-
аппараты низкочастотной сварки;
-
аппараты постоянного тока;
-
аппараты конденсаторного типа.
Самое широкое распространение имеют аппараты, работающие на переменном токе. Это обусловлено сравнительной простотой их устройства. Остальные виды являются более специализированными и применяются каждый по своему назначению.
Техника безопасности
Точечная контактная сварка является сравнительно безопасным видом работ и не требует принятия особых мер безопасности. Вместе с тем не стоит забывать о том, что аппараты, предназначенные для этого вида сварки, подключаются к высоковольтной сети и требуют соблюдения всех правил работы в таких сетях.
Специфическую, характерную для этого вида работ, опасность представляет выплеск расплавленного металла, что может стать следствием сваривания на неправильном режиме или плохой очистке поверхности соединяемых деталей. Для защиты от этого явления необходимо иметь маску сварщика. При сваривании оцинкованных металлов, выделяющих вредные газы, необходимо обеспечить место проведения работ эффективной вытяжной вентиляцией.
Дефекты и их исправление
Неверно составленная технологическая карта или неточное выполнение предписанного процесса могут вызвать дефекты сварного соединения. Наиболее часто встречающийся дефект – полный или частичный непровар. Изделие с таким дефектом ведёт себя как склеенное, при небольших и статических нагрузках сохраняет целостность, но рвётся при малейшем усилении разрушающих факторов.
Недостаточное сжатие деталей, слишком большой ток или грязная поверхность способствуют возникновению наружных трещин. Серьезные дефекты получаются при сваривании в непосредственной близости от кромки детали или чрезмерном давлении электродов. В первом случае, это разрыв кромки, во втором – вмятины в местах сваривания.
Исправляются все дефекты, в основном, вырезанием такого места с последующей повторной сваркой. Наружные выплески металла исправляются зачисткой, а деформации – проковкой или точечным нагревом газовыми горелками.
Как сделать точечную контактную сварку своими руками
Первые самодельные устройства точечной контактной сварки делали из микроволновой печи. Модное некогда течение - готовить и разогревать пищу в микроволновой печи - постепенно пошло на спад и в результате образовалось некоторое количество таких печей, с которых можно было снять силовой трансформатор. Мощность этого трансформатора позволяет сделать из него точечную контактную сварку своими руками.
Схема такой сварки довольно проста, изготовление не представляет особых сложностей, но один существенный недостаток не позволяет заинтересовать таким устройством широкие массы домашних умельцев. Этот недостаток – ограниченные возможности этого устройства. Толщина металла, который можно сварить этим устройством, не превышает одного мм. Намного надежнее и качественнее, с большими возможностями, получается самодельное устройство из сварочного инвертора.
На базе сварочного инвертора можно собрать реальную точечную сварку. Не эти бесконечные игрушки, которыми невозможно надежно сварить даже лист толщиной до 1 мм., а машину, легко соединяющую лист и уголки до 3 мм. толщиной. И это при дополнительном трансформаторе мощностью всего один кВт.
В сети можно найти большое количество конкретных схем и видео по их воплощению в жизнь, но нигде нет четкого изложения идеи, заложенной в эти конструкции. В результате при отсутствии какой-либо детали от конкретного устройства, реализация его становится невозможной.
И наоборот, понимая назначение комплектующих деталей и принцип действия аппарата, можно создать его из того, что есть под руками. В нашем варианте вы получаете то, что в рекламных роликах любят называть «два в одном».
Приобретая недорогой сварочный аппарат на сайте производителя КЕДР, вы становитесь обладателем экономной, легкой и безотказной ручной дуговой сварки и, после незначительной переделки, получаете устройство точечной контактной сварки: к существующему инвертору подключается блок конденсаторов суммарной ёмкостью от 1 тысячи и до 15 тысяч микрофарад (чем больше ёмкость, тем круче будет сварочный импульс и качественнее сварка). Выход блока конденсаторов через мощный контактор подключается к первичной обмотке выходного трансформатора мощностью 1 кВт.
")
")
 \"К-304 PRO\", жёлтая")
 \"К-202 natural color PRIME \", черная")